3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
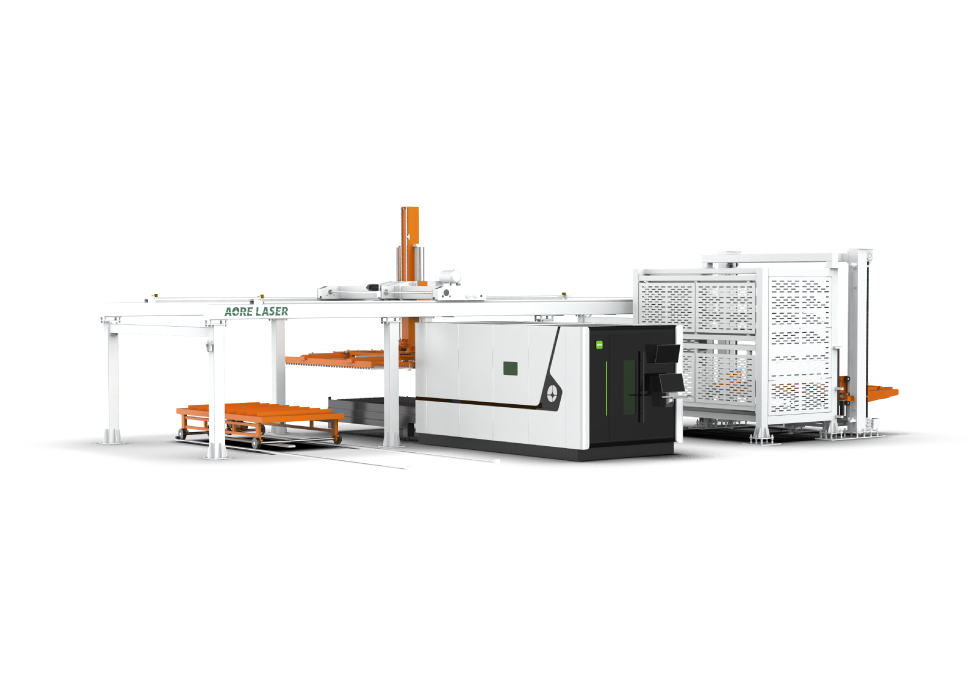
آلة قطع الصفائح بالليزر عالية السرعة ذات الحماية الكاملة
جزءا لا يتجزأ من الألياف البصرية آلة قطع الليزر
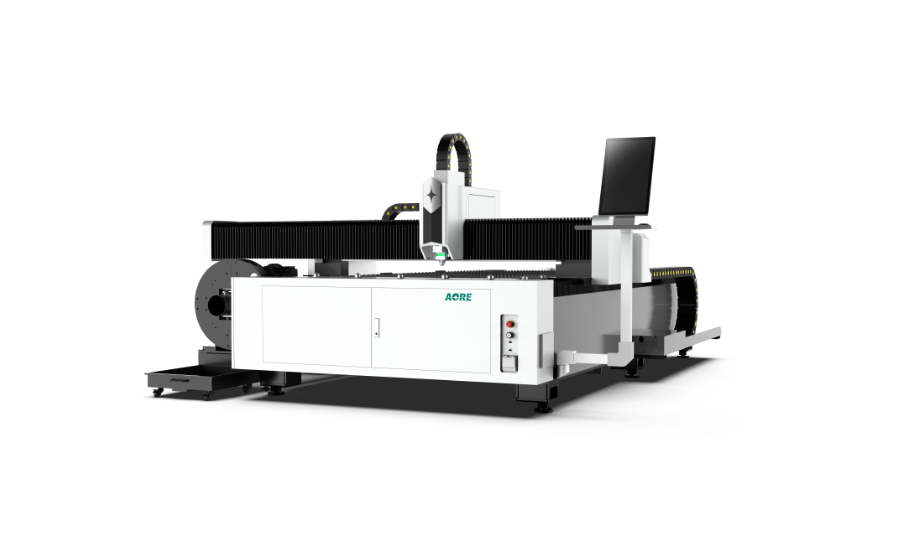
آلة قطع لوحة ليزر ذات منصة واحدة
آلة قطع الألياف بالليزر عالية السرعة
آلة قطع الصفائح بالليزر عالية الطاقة
آلة قطع الحواف بالليزر الليفي ذات الحماية الكاملة
آلة قطع الصفائح المعدنية الدقيقة بالليزر
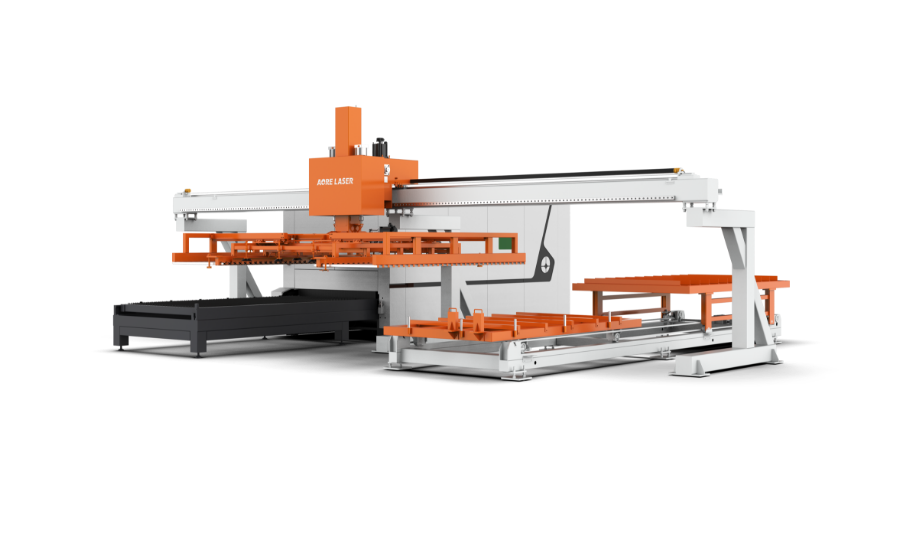
آلة قطع الألياف بالليزر للصفائح الأرضية
6-12KW
6-20kW
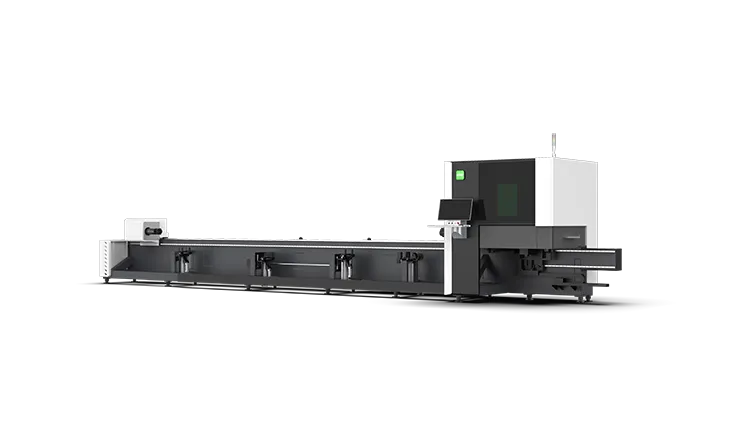
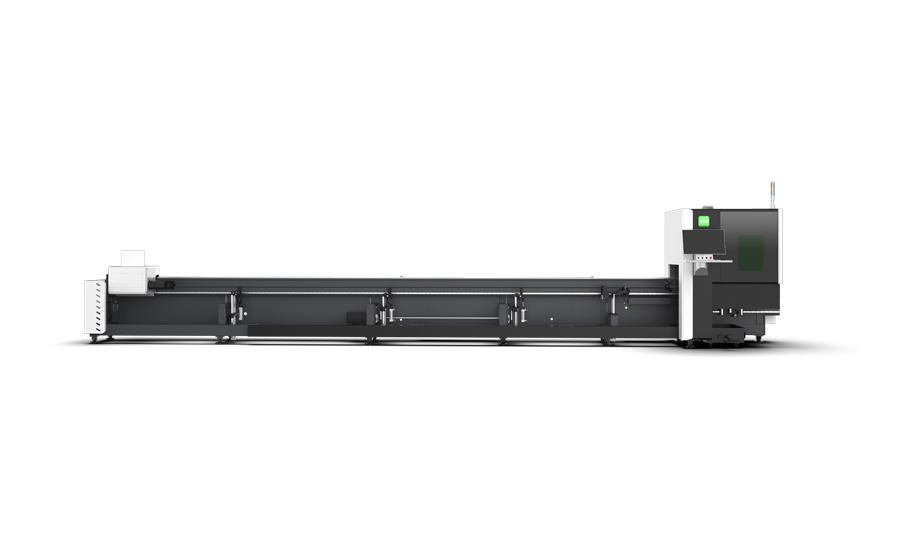
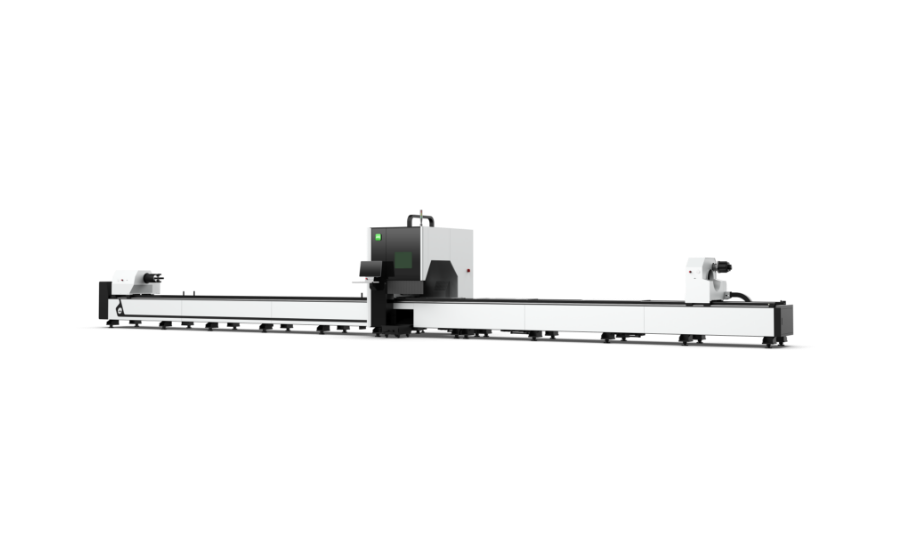
ماكينة قطع أنابيب الليزر عالية السرعة بتقنية التشطيب ثلاثي الأبعاد
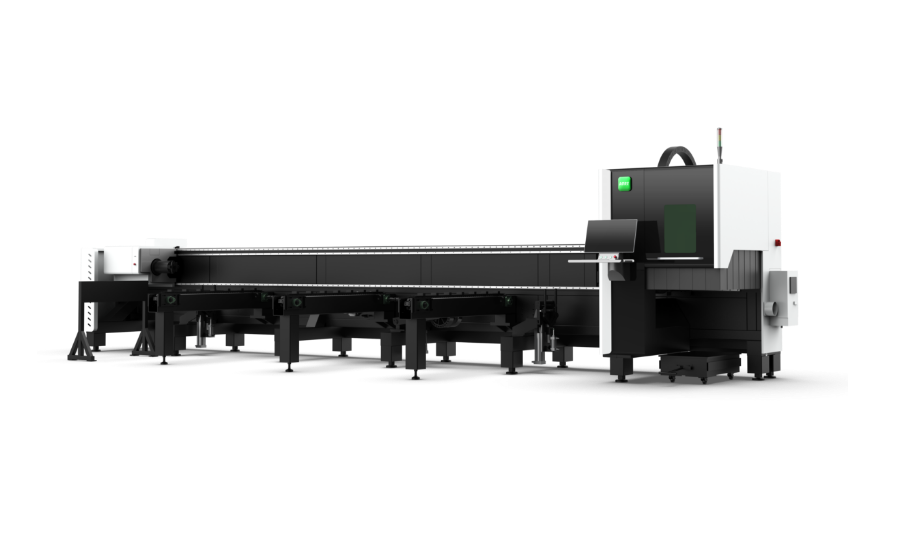
آلة قطع الأنابيب بالليزر عالية السرعة
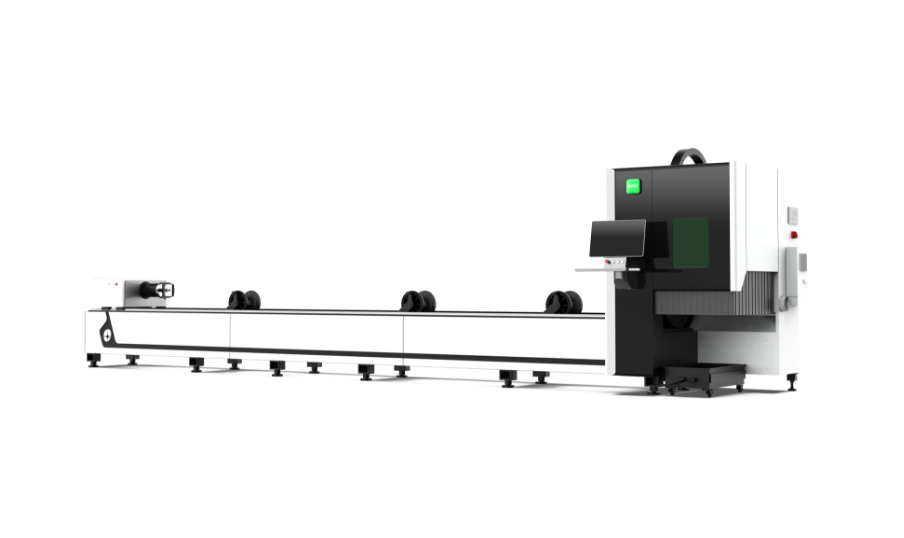
آلة قطع الألياف بالليزر ذات الكفاءة العالية
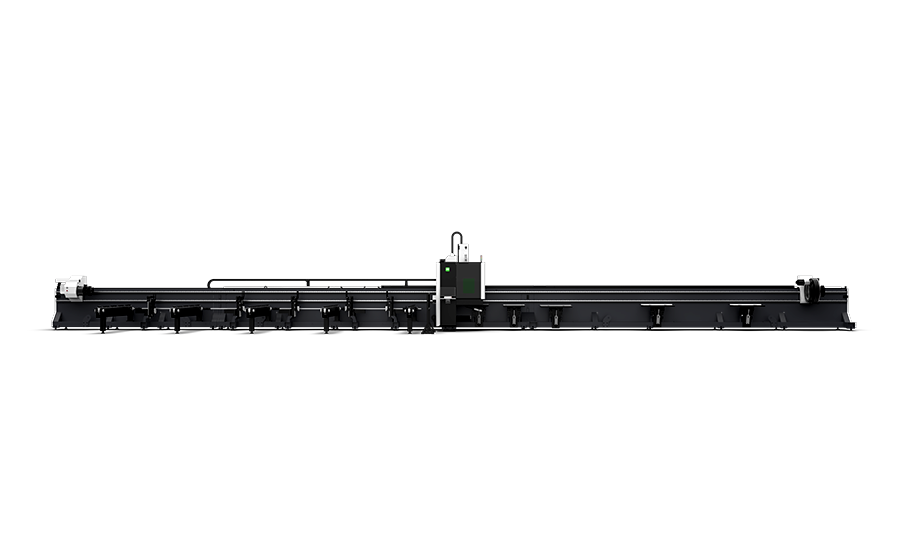
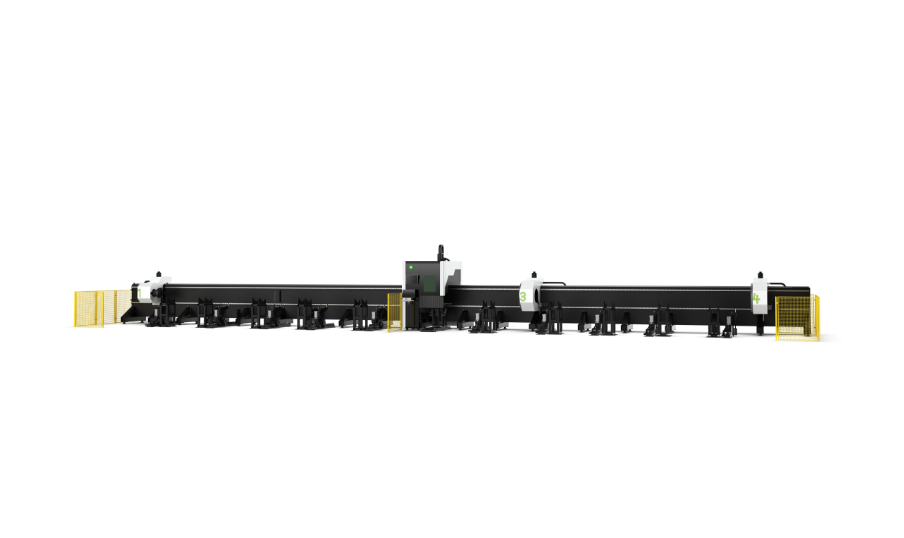
آلة قطع الأنابيب بالليزر ذات الثلاث رؤوس الثقيلة
آلة قطع الألياف بالليزر ذات الثلاث رؤوس
آلة قطع الألياف بالليزر ذات الأربع رؤوس الثقيلة
آلة قطع أنابيب الليزر الألياف عالية السرعة
1.5-6kW
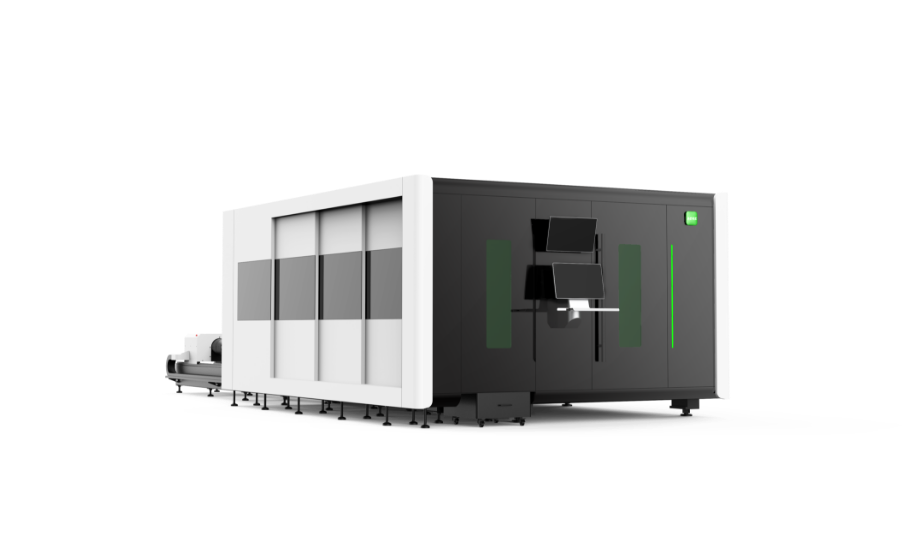
آلة قطع الألياف بالليزر للألواح والأنابيب ذات المنصة المزدوجة
آلة قطع الألياف بالليزر للصفائح والأنابيب الفعالة
آلة القطع بالليزر الليفي خماسية المحاور ثلاثية الأبعاد
نظام تحميل وتفريغ المقاطع الآلي
محمل/مفرغ مستودعات الصفائح المعدنية
جهاز تحميل صفائح معدنية أوتوماتيكي
جهاز تحميل الصفائح المعدنية الكابولي الأوتوماتيكي
ناتئ لوحة معدنية تحميل الجهاز
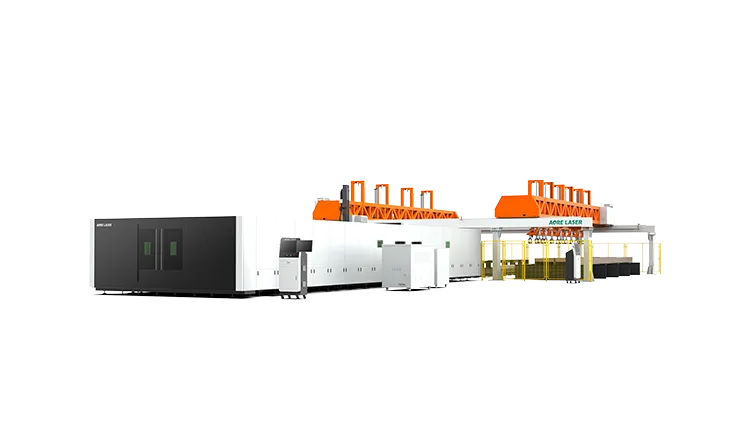
خط إنتاج الصفائح المعدنية الذكي
خط إنتاج القطع بالليزر للملفات
محطة لحام ذكية
3kW
آلة لحام ليزر محمولة مبردة بالماء
آلة تنظيف بالليزر محمولة مبردة بالماء
* الاسم
* البريد الإلكتروني
* الهاتف أو WhatsApp
* البلد
* المدينة
الشركة
* قطع المواد
* رسالة
تواجه العديد من ورش تصنيع الصفائح المعدنية مشاكل مثل النتوءات المفرطة، والحواف الخشنة، والتشوه الحراري الكبير، وبطء سرعات القطع أثناء قطع الفولاذ المقاوم للصدأ. لا تزيد هذه المشاكل من تكلفة عمليات التجليخ اللاحقة فحسب، بل تؤثر أيضًا على جودة المنتج ومواعيد التسليم.
إذا كنت ترغب في حل هذه المشاكل، فاقرأ هذه المدونة. ستتعلم كيفية الحصول على قطع عالية الجودة من الفولاذ المقاوم للصدأ باستخدام آلة قطع الليزر الليفي .
بالمقارنة مع قطع الفولاذ الكربوني، تواجه آلات القطع بالليزر تحديات أكبر بكثير عند قطع الفولاذ المقاوم للصدأ، ويرجع ذلك أساسًا إلى الخصائص التالية:
انعكاسية عالية: بالمقارنة مع الفولاذ الكربوني العادي، يتميز الفولاذ المقاوم للصدأ بمعدل امتصاص طاقة ليزر أقل ويتطلب استقرارًا أكبر في معايير العملية.
الموصلية الحرارية العالية: يتميز الفولاذ المقاوم للصدأ بموصلية حرارية أقل من الفولاذ الكربوني، لذا تميل الحرارة إلى التراكم بسهولة أكبر في منطقة القطع.
ارتفاع درجة الانصهار واللزوجة: يتميز الفولاذ المقاوم للصدأ بدرجة انصهار تتراوح بين 1400 و1500 درجة مئوية تقريبًا، كما أن لزوجته عالية في حالته المنصهرة. ونتيجة لذلك، يتطلب الأمر كثافة طاقة ليزر أعلى لإذابة المادة بالكامل وإزالة الخبث.
تأثير عناصر السبائك: يحتوي الفولاذ المقاوم للصدأ على عناصر سبائك مثل الكروم والنيكل والموليبدينوم. عند درجات الحرارة العالية، تُشكّل هذه العناصر أكاسيدًا حرارية، مما يزيد من صعوبة القطع وقد يؤدي إلى انخفاض جودة الحواف.
تُعدّ قوة ماكينة القطع بالليزر CNC العاملَ الأكثر أهميةً في تحديد قدرة وكفاءة قطع الفولاذ المقاوم للصدأ. فالقوة غير الكافية تؤدي إلى اختراق غير كامل، وبطء في سرعة القطع، وزيادة في تكوّن النتوءات؛ في المقابل، تؤدي القوة الزائدة إلى شقوق قطع واسعة للغاية، وتآكل الحواف، وتشوّه المادة.
ترتبط سرعة القطع ارتباطًا وثيقًا بقوة الليزر؛ ويجب أن تتطابق كلتاهما بدقة لتحقيق نتائج قطع مثالية.
السرعة الزائدة: قد يؤدي ذلك إلى قطع غير مكتمل وعدم القدرة على إزالة الخبث بالكامل، مما يؤدي إلى ظهور نتوءات على السطح السفلي.
بطيء جدًا: يمكن أن يتسبب ذلك في انصهار مفرط للمادة، وحواف خشنة، ومنطقة متأثرة بالحرارة متوسعة، وحتى الاحتراق.
يلعب الغاز المساعد دورًا حاسمًا في قطع الفولاذ المقاوم للصدأ؛ فهو لا يزيل الخبث فحسب، بل يحمي أيضًا حواف القطع من الأكسدة. يُعد النيتروجين والأكسجين من الغازات المساعدة الشائعة الاستخدام في قطع الفولاذ المقاوم للصدأ، وتوجد اختلافات كبيرة في أداء القطع والتطبيقات المناسبة لكل منهما.
لكل منها مزاياها وعيوبها الخاصة، وهي مناسبة لسيناريوهات مختلفة:
في معظم تطبيقات الفولاذ المقاوم للصدأ، وخاصة تلك التي تتطلب جودة سطح عالية وقابلية جيدة للحام، يُعد القطع بالنيتروجين الطريقة المُفضلة. أما القطع بالأكسجين، فيُنصح به فقط لتحسين الكفاءة عند قطع ألواح يزيد سمكها عن 12 مم، ولا تُعد جودة الحواف شرطًا أساسيًا.
يؤثر موضع تركيز الليزر بشكل مباشر على توزيع كثافة الطاقة على سطح القطع، وهو أحد المعايير الرئيسية التي تحدد جودة القطع.
عند قطع صفائح الفولاذ المقاوم للصدأ الرقيقة، يتم التركيز بشكل عام على سطح المادة أو أعلى منه قليلاً لتحقيق شق ضيق وسطح قطع أملس.
عند قطع الصفائح السميكة، يتم التركيز غالبًا داخل المادة لزيادة عرض المنطقة المنصهرة وتحسين ظروف إخلاء المواد المنصهرة.
تُعدّ الفوهة من أكثر المواد الاستهلاكية تأثيراً في عملية القطع بالليزر، مع أنها غالباً ما يتم إغفالها. يؤثر قطر فتحة الفوهة وشكلها الهندسي وتمركزها بشكل مباشر على استقرار تيار الغاز وكفاءة إخراج المواد المنصهرة.
يجب الحفاظ على نظافة الفوهة، وينبغي فحص مركزيتها بانتظام. قد تتسبب الفوهة التالفة أو المشوهة في تدفق غاز مضطرب، مما يؤثر بشدة على جودة القطع، ويجب استبدالها على الفور.
تؤثر جودة مادة الفولاذ المقاوم للصدأ نفسها أيضاً على نتائج القطع:
يؤدي التأكسد وبقع الزيت والخدوش على سطح المادة إلى تقليل امتصاص الليزر، مما يؤدي إلى قطع غير مستقر.
قد يختلف الفولاذ المقاوم للصدأ من مختلف المصنعين أو الدفعات في التركيب وحالة السطح، مما يتطلب إجراء تعديلات مناسبة على معايير القطع.
يمكن أن يؤدي عدم استواء المادة إلى حدوث تحولات في نقطة التركيز، مما يؤثر على اتساق القطع.
يُعدّ القطع الخالي من النتوءات أحد الأهداف الأساسية في معالجة الفولاذ المقاوم للصدأ؛ إذ يُغني عن عمليات التجليخ اللاحقة ويُحسّن كفاءة الإنتاج بشكل ملحوظ. ويتطلب تحقيق القطع الخالي من النتوءات تحسينًا شاملًا للجوانب التالية:
أولاً، اختر حجم ونوع الفوهة المناسبين بناءً على سُمك الفولاذ المقاوم للصدأ. عند قطع الفولاذ المقاوم للصدأ باستخدام النيتروجين، تأكد من استخدام فوهة أحادية الطبقة. بالإضافة إلى ذلك، قبل قطع الفولاذ المقاوم للصدأ بالليزر، تحقق من سلامة الفوهة وتأكد من استدارتها.
ينتج عن القطع بالنيتروجين حواف لامعة خالية من الأكسدة والنتوءات. يجب ألا تقل نقاوة النيتروجين عن 99.99%، ويجب ضبط الضغط وفقًا لسمك الصفيحة.
غالباً ما تحدث النتوءات بسبب عدم التوافق بين القوة والسرعة.
مبدأ التحسين: زيادة السرعة بشكل مناسب عند تراكم الخبث في الأسفل. تقليل السرعة عندما لا يكون القطع نافذًا. يجب إجراء تعديلات المعلمات تدريجيًا.
بالنسبة للفولاذ المقاوم للصدأ ذي السماكات المختلفة، يجب تحديد نقطة التركيز المثلى من خلال الاختبار. وبشكل عام، كلما زادت سماكة الصفيحة، كلما انخفضت نقطة التركيز المطلوبة.
إذا كنتم ترغبون في معرفة المزيد عن التفاصيل الفنية لقطع الفولاذ المقاوم للصدأ بالليزر، أو تحتاجون إلى مساعدة في اختيار ماكينة القطع المناسبة لمنشأتكم، يُرجى التواصل فورًا مع فريق AORE Laser المتخصص. سنقدم لكم اختبارات مجانية للعمليات وحلولًا مُخصصة لمساعدتكم على تحقيق معالجة عالية الجودة والكفاءة للفولاذ المقاوم للصدأ.
س1: ما هو أفضل غاز يُستخدم لقطع الفولاذ المقاوم للصدأ؟
ج1: في معظم التطبيقات، يُعد النيتروجين الخيار الأمثل لقطع الفولاذ المقاوم للصدأ. فهو يُنتج حواف قطع لامعة وخالية من الأكسدة، ويمكن لحامها مباشرةً دون أي معالجة لاحقة. أما الأكسجين، فيُنصح باستخدامه فقط لزيادة سرعة القطع عند قطع ألواح يزيد سمكها عن 12 مم، وعندما لا يكون المظهر عاملاً مهماً.
س2: لماذا تظهر نتوءات دائمًا على الفولاذ المقاوم للصدأ بعد القطع؟
ج٢: تُعدّ النتوءات المشكلة الأكثر شيوعًا في قطع الفولاذ المقاوم للصدأ. تشمل الأسباب الرئيسية ما يلي: طاقة ليزر غير كافية، سرعة قطع مفرطة، ضغط غاز منخفض، بؤرة عالية جدًا، أو فوهة تالفة. يمكنك استكشاف الأخطاء وإصلاحها وضبط المعلمات واحدة تلو الأخرى بهذا الترتيب.
س3: هل يمكن لليزر ثاني أكسيد الكربون قطع الفولاذ المقاوم للصدأ؟
ج3: نعم، يمكن لليزر ثاني أكسيد الكربون قطع الفولاذ المقاوم للصدأ، ولكن فقط إذا كانت الآلة عبارة عن نظام صناعي عالي الطاقة مزود بغاز مساعد عالي الضغط.
س4: ما مدى دقة القطع بالليزر؟
A4: التفاوتات عادة ما تكون ±0.15 مم، اعتمادًا على المادة والسمك.
ليزر AORE يتألق في معرض إيطاليا BI-MU 2024
شركة AORE Laser في معرض FABEX 2024: الريادة في الابتكار
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.